 English
English 中文简体
中文简体 русский
русский Español
EspañolSGR's N Series high torque coaxial planetary gearbox Input forms: N standard shaft input, MN flange ...
See DetailsNews Directory
The planetary worm gear unit represents a fusion of two powerful transmission principles, providing high torque density, significant reduction ratios, and a compact footprint. In demanding applications, the primary technical challenge is controlling internal component tolerances, specifically the meshing clearance (backlash), to ensure high transmission accuracy and simultaneously minimize Noise, Vibration, and Harshness (NVH) levels.
Shanghai SGR Heavy Industry Machinery Co., Ltd., a high-tech enterprise focusing deeply on gear transmission for over 10 years, understands this complexity. Our R&D team, composed of PhDs and senior engineers, has developed specialized technology, including the Planar Double-Enveloping Worm Gear Optimization Design System, ensuring our products follow the industry trend towards low vibration and low noise.

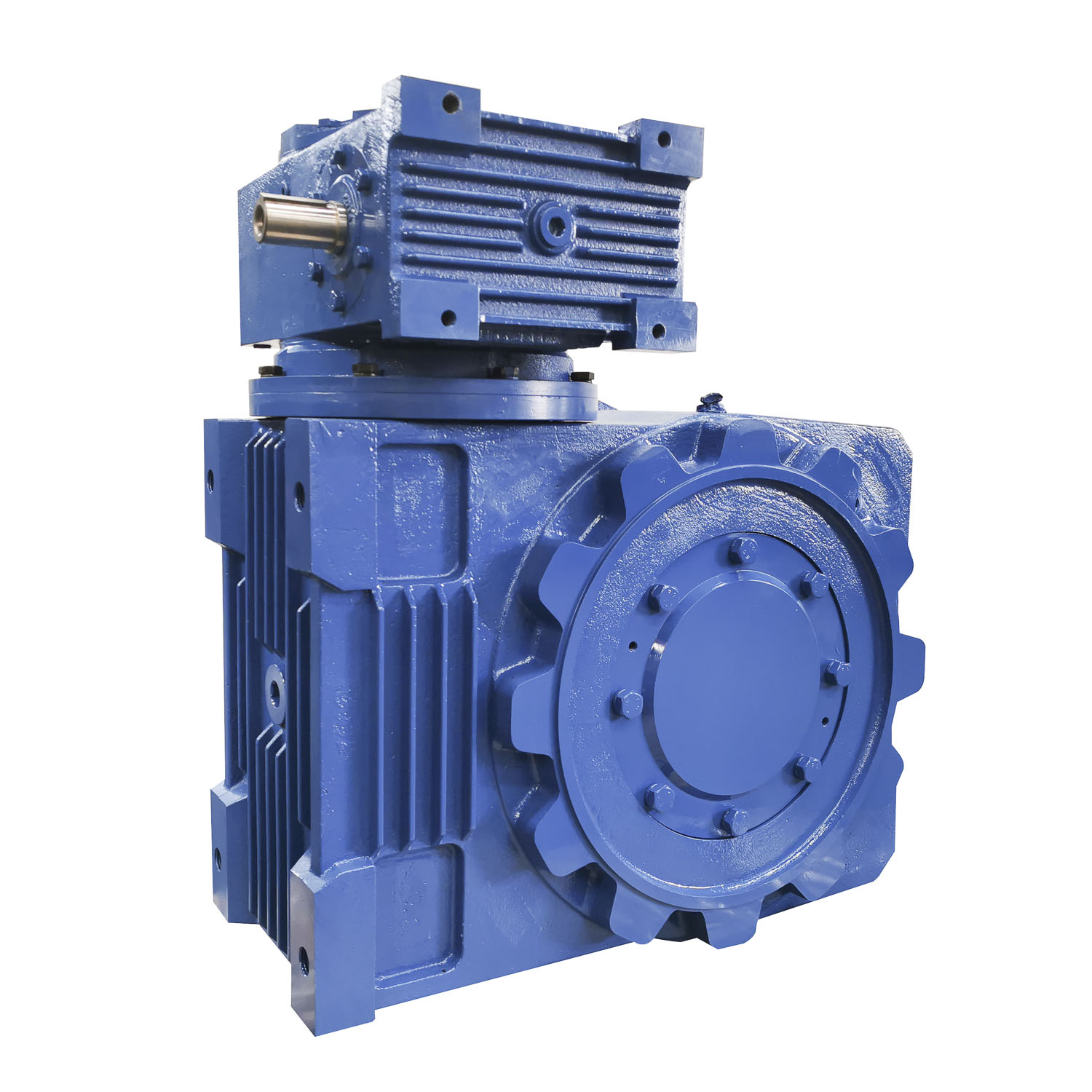
High Efficiency Double Enveloping Worm Gear Reducer
Backlash, or the circumferential clearance between mating teeth, directly impacts positioning accuracy and operational noise. Minimizing this clearance is critical for high-precision machinery.
Effective backlash control in planetary worm gear systems requires addressing both stages of the gearbox—the planetary stage (sun gear, planet gears, and ring gear) and the worm gear stage. In the planetary stage, precision is achieved through meticulous control of the center distance between the sun and planet gears. This often necessitates the use of high-grade bearings and stringent geometric tolerances for the planet carrier and housing bores.
In the worm gear stage, backlash is fundamentally linked to the center distance between the worm and the worm wheel. Strategies for minimization include:
The accuracy of the tooth profile and its surface finish directly determines the smoothness of engagement and the resulting noise output. This is where advanced manufacturing is essential.
The most significant improvement in accuracy comes from post-machining finishing. The precision grinding techniques for worm gear tooth profile are paramount, especially for double-enveloping worm gears, where the geometry is complex. Grinding offers superior surface finish and tighter control over the involute profile compared to traditional hobbing or milling.
The impact of gear tolerance on gearbox vibration level is defined by industry standards (e.g., International Organization for Standardization 1328-1). Moving from an ISO Grade 8 (commercial) to an ISO Grade 5 (high-precision) can reduce the dynamic meshing error by factors of ten, translating directly into significantly lower vibration and noise levels.
| Manufacturing Method | Typical ISO/DIN Tolerance Grade | Surface Finish (Ra value) | Suitability for High-Precision planetary worm gear |
|---|---|---|---|
| Hobbing/Milling (Soft Cutting) | 8-10 | 1.6-3.2 micrometers | Entry-level/Low-cost systems (Requires hardening afterward) |
| Grinding (Post-Hardening) | 3-5 | 0.2-0.8 micrometers | High-precision/Low-backlash systems (Essential for NVH reduction) |
You cannot control what you cannot accurately measure. High-precision gearboxes require state-of-the-art metrology to verify the complex geometry of the components.
The verification of the toroidal geometry in the worm gear stage is a specialized process. The measuring instrument for toroidal worm gear accuracy must be capable of simultaneously measuring multiple geometrical parameters, including lead, profile, and pitch error. Shanghai SGR is equipped with the domestically innovated Toroidal Worm and Hob Measuring Instrument, a first in China, alongside high-accuracy 3D Measuring Machines. These instruments verify that every planetary worm gear component adheres to the tightest tolerances required for low backlash and noise.
Beyond gear accuracy, the noise output is influenced by system dynamics and housing design. A successful B2B guide to noise reduction in planetary gearboxes must consider the entire system, not just the gears.
Controlling backlash and minimizing noise in a high-performance planetary worm gear requires a specialized, integrated approach, linking advanced design (such as the planar double-enveloping system) with rigorous manufacturing precision. Through the use of precision grinding techniques for worm gear tooth profile and validation via the measuring instrument for toroidal worm gear accuracy, Shanghai SGR Heavy Industry Machinery Co., Ltd. ensures that our gearboxes meet the strictest NVH requirements, offering high-tech solutions to our global B2B partners.
Backlash is the clearance between the non-driving flanks of mating gear teeth. Its control is critical because excessive backlash reduces positioning accuracy and stiffness, leading to instability, impact noise, and premature wear, which is central to backlash control in planetary worm gear systems.
Poor gear tolerance leads to geometric errors (profile deviation, pitch error). These errors cause non-uniform meshing forces, creating dynamic excitation. This excitation is transferred through the bearings and housing, manifesting as audible vibration and noise, hence the need for high-grade ISO tolerance grades.
Precision grinding occurs after the gear material has been heat-treated and hardened. It offers a much finer surface finish and allows for correction of minor distortions caused by the heat treatment, resulting in superior geometric accuracy (Grade 3-5 versus Grade 8-10 for hobbing).
Verification requires a specialized machine, such as a Computer Numerical Control (CNC) Gear Measuring Instrument, often customized or designed in-house (like SGR's Toroidal Worm and Hob Measuring Instrument). Standard 3D measuring machines may struggle with the complex, non-involute, three-dimensional geometry of the double-enveloping worm profile.
Non-gear elements include optimizing the housing design (increasing wall thickness and ribbing to dampen resonance), selecting high-quality, low-noise bearings, and using appropriate viscosity lubricants that create a thick, noise-absorbing fluid film between the meshing teeth.

SGR's N Series high torque coaxial planetary gearbox Input forms: N standard shaft input, MN flange ...
See Details
Product Info: The MNC3E400 series high speed and high torque industrial planetary gear reducers are ...
See Details
Center distance: 100~710 mm Speed ratio: i ≥ 10. Design modularization, specification serialization,...
See Details
Center distance: 100~710 mm Speed ratio: i ≥ 10. Design modularization, specification serialization,...
See Details
SGR develops and manufactures specialized worm gear reducers for logistics machinery attachments. T...
See Details
SGR develops and manufactures specialized worm gear reducers for logistics machinery attachments. T...
See Details
The planetary and toroidal worm combined reducer developed by SGR features a compact structure, with...
See DetailsSGR is an ISO 9001 certified, DNV-accredited industry gearbox manufacturer since 1996. We supply different gear reducers to brands worldwide.
